服务热线
138-2578-4909

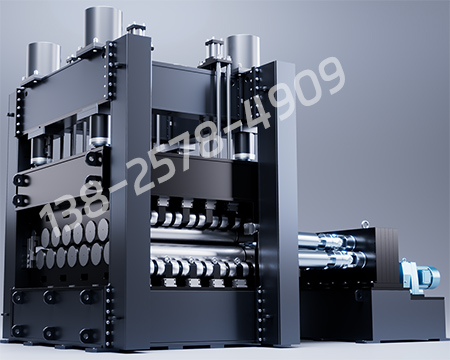
MHTY120-1300-19伺服液压精密矫平机主要结构包括机架部分、矫平机墙板、辊轮、支撑辊、重型上、下底座、位移检测装置、同步齿轮箱、控制系统、传动系统、液压升降系统、电气控制系统和安全防护装置组成。
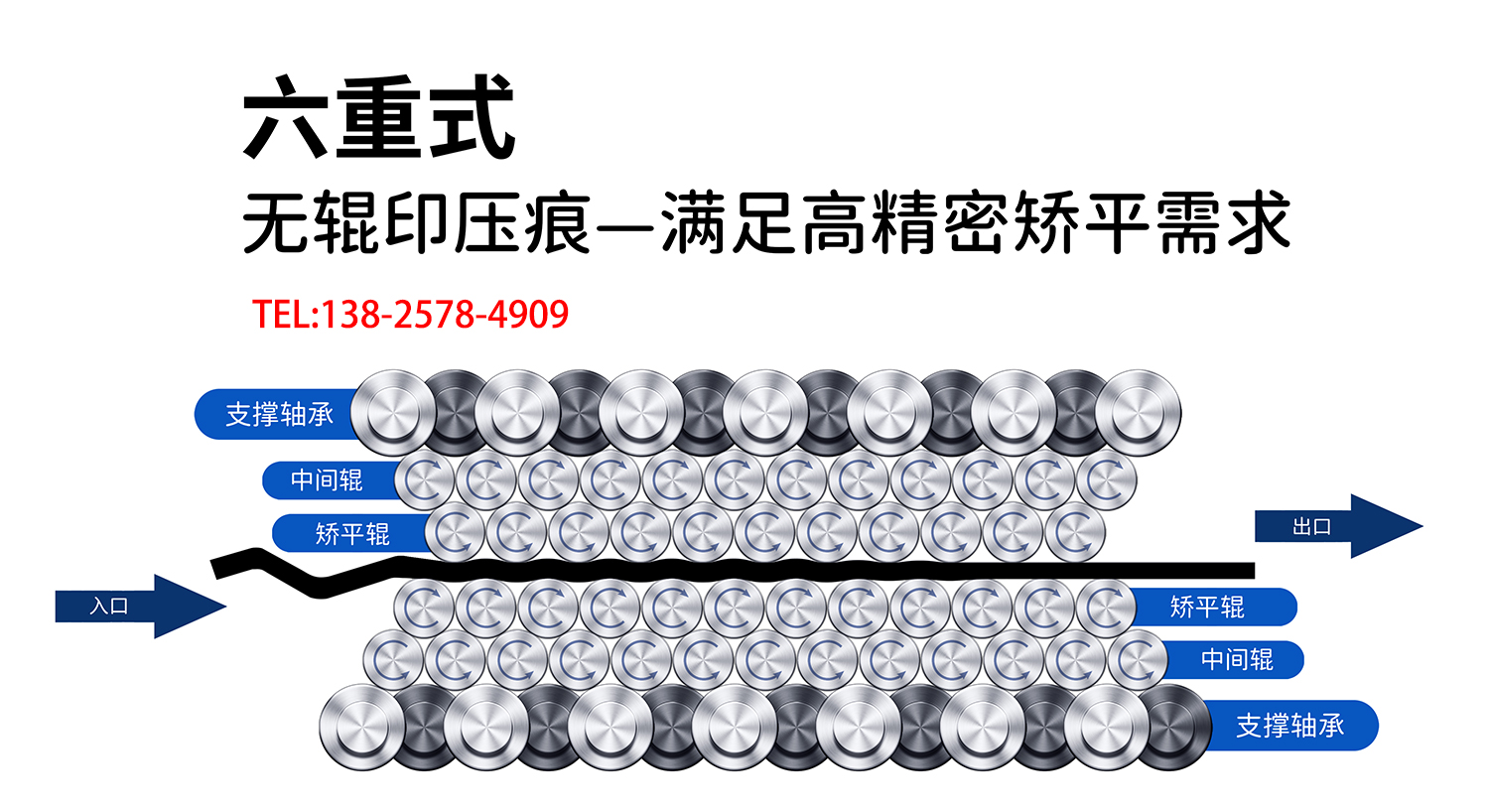
中间辊加上下支撑保证辊的不可压缩性,完美的降低了上下矫平辊之间的空白空隙,利用材料的“包辛格效应”对板材多次反复弯曲,交变弯曲的强度往出口处逐渐减小,随着矫平辊的数量增多,交变弯曲次数也同样增加使多种原始曲率逐步变为单一曲率,并最终将其矫平,达到工艺要求的平整精度。
液压系统的矫平间隙控制原理:
矫平行业的革新技术:通过机械+液压实现矫平间隙控制。通过玛哈特专利的四重楔形机构和多个节能驱动器,工作时无噪音无振动,使用与德国共同研发的全自动化液压系统,不同于国内半液压系统的不稳定,比如因为液压压力不稳定产生的振动而影响精度和调节油缸压力的不稳定导致调节困难,同时由于进口测量尺与伺服电机的高精度,可以对辊架位置的测量达到微米级精度,控制系统运算速率为0.01ms,是目前市场上精度最高最先进的厚板矫平机。这个装置运行节能且操作无噪音。液压式驱动的矫平间隙控制装置在几秒内迅速对零件不断变化的作用力作出反应,通过辊子轴承和摩擦优化的四个油缸结构来控制矫平间隙并保证它恒定运作。由辊子基架必要的倾斜力造成的横向力会通过特殊设计的螺栓和辊子基架分散,并且不会传达到控制部件。多个节能液压+伺服的促动器在数秒钟内就会对矫平间隙的偏离作出反应,这种高坚固度和高力传机械导的结构能够产生一个不可压缩且高精度的控制。
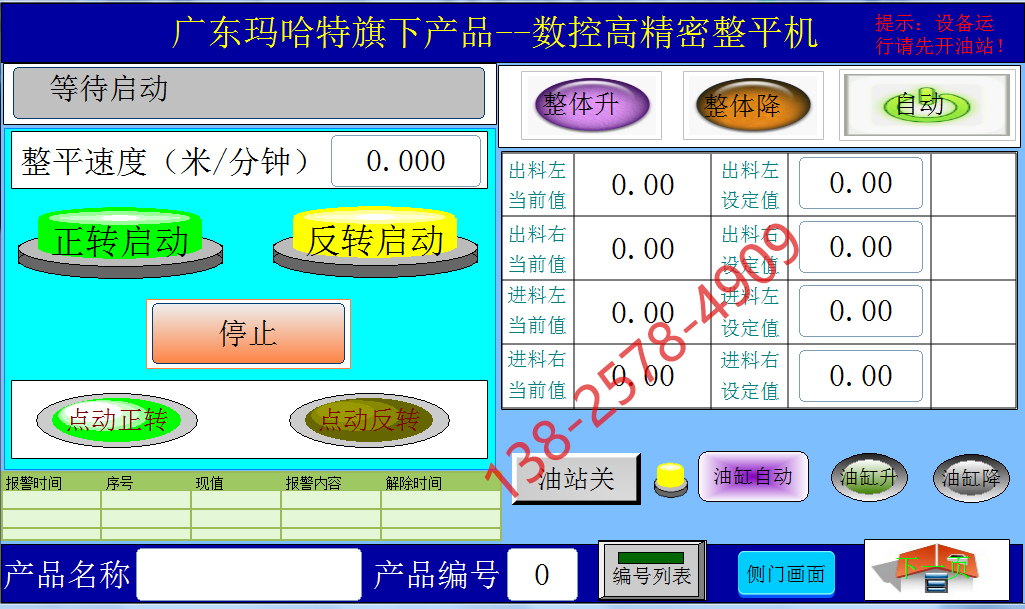
控制系统:
此机使用全自动数控系统及运算系统,专家计算系统可以对矫平作出数据化分析和计算,使用触摸式界面,直观地输入零件材料的参数,在输入相关的数值,例如板材厚度,下压强度等,软件能轻松计算出矫平辊架的正确位置,并移动到位,然后将零件放入机床进行矫平就行了,软件可以设置存储零件材料信息,后续再需矫同款零件,只需在系统里调出数值即可使用,不需要另外调试。操作简单、方便。
配备高效的退回系统。该系统可以在几秒钟之内完成矫平机出入口的转换,矫平辊的旋转方向也自动改变。带有这种模式的矫平机可以随意使用进料口或者出料口上料。使用这种功能的情况下,矫平机的出口也将设有安全装置。
液压控制系统:
在床外侧配置液压系统,并通过油管路及相关控制阀将压力油泵送到液压油缸 使上梁做升降运动。工作时,液压系统提供强大的压力与立柱上的螺纹刚性限 液压 控制系统 位器共同作用使上、下矫平辊间隙始终保持不变;清洁维护矫平辊系时,液压 系统可将上梁提升到100mm以上(不同机型提高不同),以方便矫平辊系的清洁维护工作。液压传动不仅 可任意调节梁的升降量,还可调节压力的大小,具有压力大,体积小,重量轻 和便于控制等特性。强大的液压压力使上下矫正辊之间的间隙(机械式死限位)始终保持不变,确保大批量零件矫正效果始终如一。
所有因设备异常造成设备停止不动或无法手动操作时,相关的异常信息及操作提示需在触摸屏以PLC代码和文字形式显示。
|
序号 |
参数名称 |
内容 |
|
1 |
设备结构 |
伺服液压四重式 |
|
2 |
矫平辊辊数 |
19支(上9下10) |
|
3 |
矫平辊辊径 |
120mm |
|
4 |
矫平辊辊距 |
≥140mm |
|
5 |
支撑辊组数 |
多组布满支撑 |
|
6 |
推荐进料厚度 |
4-25mm(以屈服强度235Mpa,1200mm满幅宽度厚度设计) |
|
7 |
进料宽度 |
0-1200mm |
|
8 |
客户要求厚度 |
12mm厚度以内600Mpa高强钢,其他不同厚度强度以此折算 |
|
9 |
客户要求宽度 |
1.2米以内宽度 |
|
10 |
进料长度 |
≥210mm |
|
11 |
矫平速度 |
0-10米/分钟 |
|
12 |
传动方式 |
万向节或齿轮传动 |
|
13 |
矫平精度 |
0.02mm/200×200mm(标准铁板、铝板等金属材料,最终精度以设备 测试为准,注:板料有凹凸拉伸、皱褶变形等原始缺陷时,不能保证校平平整度。) |
|
14 |
主电机功率 |
1×30KW |
|
15 |
液压站功率 |
18.5KW |
|
16 |
控制系统 |
数控液压调节 |
|
17 |
齿轮箱传动 |
双级传动 |
|
18 |
辊隙测量与显示 |
位移传感器*4个 触摸屏、PLC控制电气 |
|
19 |
辊隙调整 |
伺服油缸调整*4、液压系统调节 |
|
20 |
油缸压力 |
单缸压力150T,150T×4 |
|
21 |
整机尺寸 |
约4263×4550×2695mm |

必须是数字
不能为空
E-mail格式不对
手机号格式不对
不能为空
不能为空